2.2鍍層
彩涂板的鍍層按制造方法分為熱鍍法與電鍍法,熱鍍法即將鋼卷連續浸漬在融熔鍍液中進行鍍層(鋅)熔液溫度430~460℃,所以稱為熱浸鍍(鋅)(Hot -Dip- Galvanized)電鍍法為將鋼卷連續送入鍍槽中,以鋼板為陰極,鋅板為陽極,以硫酸鋅為溶液,通電鍍鋅,也稱為冷鍍。
彩涂板按鍍層材料可分為熱鍍鋅、熱鍍鋁鋅(55%鋁),熱鍍鋅鋁(5%鋁)及電鍍鋅,一般彩涂板基板采用熱鍍法。熱鍍鋅依鍍鋅層的含鐵量可分為合金化和非合金化兩種,熱鍍鋅板的合金化處理即將熱鍍鋅板加熱至500~550℃左右,在此高溫中鐵原子會擴散至鋅層形成灰黑色的8相FeZn7鋅鐵合金層,在鍍層表面形成穩定的針狀組織因此與漆層附著性好,同時因表面為鋅鐵合金,電阻大,且鍍鋅鋼板焊接時,鍍層不會融化,電極可不受污染,故點焊性能優良所以合金化熱鍍鋅板(ZF)主要用于家電、汽車及電腦外殼等。一般建筑
用熱鍍鋅板不經過合金化處理。熱鍍鋅板的防銹蝕原理主要為鋅層的犧牲保護,所以鍍鋅板的防銹蝕能力與鍍鋅量成正比關系。
◆按正面面漆種類分:彩涂漆面可分為聚酯(PE)、硅改性聚酯(SMP)、高耐久性聚酯(HDP)、聚偏氟乙烯(PνDF)等
◆按涂層結構分:彩涂涂層可分為2/0、2/1、2/2、2/1M、3/2、4/4等,/分別代表正面及背面的涂層道次
◆按基板類型分:彩涂基板可分為冷軋板(CR)、熱鍍鋅板(G)鍍鋁鋅板(GL)。

馬鋼股份公司彩涂板廠簡介
馬鋼2004年新建的兩條彩色涂層鋼板生產線設計年總產量為30萬t(每條生產線為15萬t,產品厚度為0316mm,寬度為6001575mm,主要為建筑用板和少量家電板。生產線所用的原料主要為熱鍍鋅鋼卷和冷軋鋼卷。其中1#生產線原料為熱鍍鋅鋼卷;2生產線原料為熱鍍鋅鋼卷和冷軋鋼卷,用冷軋鋼卷做基板時投入預處理段先對基板進行表面清洗。生產彩板所產生的廢水主要來自于預處理、清洗段廢水和冷卻從固化爐出來干燥帶鋼。
馬鋼股份公司彩涂板廠位于馬鞍山市金家莊區恒興路。該廠擁有兩條彩色涂層鋼板生產線,2003年7月18日開工建設,于2004年9月24日建成投產,年設計生產能力為30萬噸,其工藝技術及主體設備均由意大利法塔亨特(FATA- Hunter)公司提供,電氣及自動化系統采用德國西門子產品,薈萃了當今世界先進的彩涂裝備、工藝技術和環保設施,油漆涂料全部使用國內外著名廠家產品。主要產品以馬鋼鍍鋅板為基板的環氧類、聚酯類彩涂板,還有以馬鋼冷軋板為基板的彩涂產品。主要生產厚度為0.3mm-1.6mm.、寬度為1000~1575mm的建筑用板和部分家電用板,以及壓花、印花、貼膜等產品。產品標準執行ISO、JS、DIN、ASTM及其他標準。
馬鋼彩涂產品具有美觀、耐腐、耐候等特點,具有髙技術含量和高附加值,在建筑、交通運輸、家電等領域有著廣泛的用途,市場前佩 Nw. coiN.COm自投產以來,彩涂板廠在技術創新、管理創新上狠下功夫,秉承環保、精品、誠信”的理念,先后開發出兩百多個品種顏色的彩涂板產品,研制出冰箱、DⅴD、電視機背板等家電板和氟碳板等髙新產品,并以一流的品質,贏得國內外市場和客戶的青睞,產品出口歐洲、中東和東南亞等地區馬鋼彩涂產品是彩涂行業第一家由中國人民保險公司提供產品擔保。從2006年起,連續兩次獲得由中國鋼鐵工業協會授予的,彩涂板產品冶金實物質量金杯獎。
2016年4月,馬鋼公司就提出了“提質增量,振興彩涂”的戰略規劃,依托彩涂APQP小組,通過穩定的質量及有效的市場推介,使得馬鋼彩涂產品逐漸贏得了廣大用戶的認可。特別是馬鋼品牌建設工作全面強化以來,馬鋼彩涂板產品“牽手”國際、國內知名企業,市場需求量和影響力與日俱增,彩涂二號線單線生產已無法滿足紛至沓來的市場訂單。因此,該公司對彩涂一號線復產開始進行認真謀劃。
由于彩涂一號線長期停產,設備老化嚴重、問題頗多,在今年年初的冷軋總廠職代會上,該總廠正式把彩涂一號線復產工作提上了議事日程。總廠專門成立了彩涂一號線復產工作小組,由總廠領導掛帥,組織設備管理室、生產技術室、彩涂分廠和點檢二分廠的骨干人員,全面對彩涂一號線的問題進行梳理,制定了問題清單和行動計劃,責任到人,并每月定期召開兩次推進會,檢查行動計劃的落實情況,4月初完成了具體的復產方案并確定時間節點。與此同時,馬鋼公司也正式下達了彩涂一號線復產指令。在馬鋼公司的鼎力支持下,該總廠著手更新生產線備件并同步進行工藝改進;在各部門的幫助下,從體系建設、原料保供、設備恢復、人員調配等各方面全面開展復產準備工作。各單位團結一心,攻堅克難,提前完成了熱負荷試車工作,順利實現復產。
“彩涂一號線恢復生產,不僅僅意味著產量的增加,市場占有率的提高,還可以優化兩條彩涂線的品種結構分工,使彩涂二號線可以生產更多家電板等高檔產品,對保證彩涂訂單的兌現、組產模式的優化以及降本增效都可以發揮積極的作用。”正如該總廠相關負責人所介紹,這條生產線的復產,不僅是馬鋼品牌戰略有效實施的有力證明,更寄托了廣大馬鋼職工對高端產品搶灘高端市場的美好期待。

一、馬鋼彩鋼板產品執行標準
Standards of product
GBT12754《彩色涂層鋼板及鋼帶》
JsG3312《預涂裝熱鍍鋅鋼板及鋼帶》
EN10169-1《連續有機涂層(卷涂)鋼板產品第1部分一般信息(定義、材料、公差、試驗方法)》
EN10169-2《連續有機涂層(卷涂)鋼板產品第2部分建筑外用產品》
EN10169-3《連續有機涂層(卷涂)鋼板產品第3部分:
建筑內用產品》
ASTMA755《以熱鍍金屬鍍層鋼板為基板并采用卷涂工藝生產的建筑外用預涂層鋼板》
QMGB465《彩色涂層鋼帶》
二、馬鋼彩鋼卷基板
Base plate
馬鋼彩涂基板主要有熱鍍鋅板(G丨)、熱鍍鋁鋅板(GL)等。
The base plate of prepainted coil of masteel are hot-dip zinc coated
coil(gi), hot-dip aluminum-zinc alloy coated coil(GL)
1.熱鍍鋅基板彩涂板除表面涂層有良好的耐腐蝕性外,鍍鋅層對基板也有很好的防腐蝕作用。馬鋼熱鍍鋅板為無鋅花表面,彩涂板涂層表面光滑美觀;鋅層重量可以根據您的需求確定。
2.熱鍍鋁鋅基板(GL)鍍層成分為(質量分數):55%A、1.5%Si、43.5%Zn,鍍層具有獨特的富鋁和富鋅兩相結構,使得同等鍍層厚度的鍍鋁鋅彩涂板比鍍鋅彩涂板具有更高的耐蝕性能,正常環境下前者是后者的4-6倍。
三、馬鋼彩鋼卷檢測控制
Test and control
馬鋼彩涂板在產品質量上采取的是從生產到應用的全流程控制、跟蹤的方法,確保您購買到放心的產品
1.產品常規檢驗
Conventional test
DJH膜厚系統
DJH system for thickness test
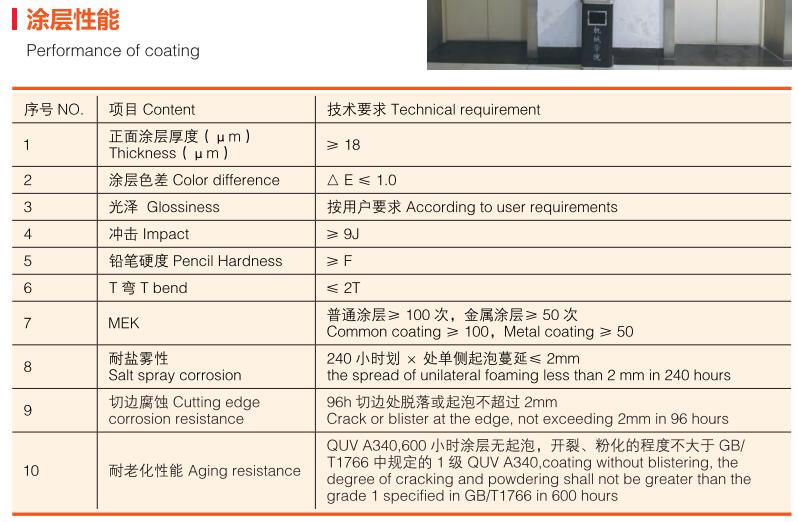
涂層厚度是保證涂層性能的重要指標。
DJH膜厚測定系統能準確測定各涂層的厚度,是目前國際上精確的涂層厚度測定系統。
涂層色差及光澤
Color difference and glossiness
嚴格的色差及光澤度控制,保證了不同批次產品顏色的一致性,為您使用提供了外觀質量的**。
2.杯突、沖擊、T彎、鉛筆硬度
Ball punch deformation, Impact, T-bending, Pencil hardness
杯突、沖擊、T彎及鉛筆硬度是衡量涂層加工應用性能的重要指標,通過質量檢驗與控制,確保每批產品不同性能的合理匹配,實現加工應用需求。
3.加速腐蝕、老化試驗
Accelerated corrosion and aging test
加速腐蝕、老化試驗是考察彩涂板涂層耐久性的快捷手段馬鋼彩涂板實驗室定期對產品進行耐久性加速試驗,確保產品的性能。
4.戶外暴曬試驗
Outdoor exposure test
戶外暴曬是考察涂層耐久性能直接、真實的方法。馬鋼彩涂板自投產以來就選定了不同氣候條件的戶外暴曬點進行產品的戶外耐久性試驗。自2005年以來,分別在萬寧、瓊海、廣州、青島、沈陽、江津、若羌等戶外大氣暴曬場開展戶外暴曬試驗。通過戶外暴曬試驗,考察產品在冷、熱、潮濕、腐蝕等真實的環境條件下顏色、光澤、外觀質量的保持力,以及耐腐蝕性能的優異程度。
5.馬鋼彩涂卷品質認證
公司通過了|sO9001、GB/T24001、GB/28001質量認證,建立和完善了一整套質量保證體系。彩涂板產品獲得中國鋼鐵工業協會授予的冶金產品實物質量金杯獎。在一整套質量保證制度下,從定貨到生產、發貨都有完整的規程,并實行整體ERP( EnterpriseResource plan)信息化管理。
完整的質量控制與檢測手段、嚴格的質量把關程序,確保馬鋼出廠的每一批產品質量達到國內領先水平和國際同類產品的水平。
四、馬鋼彩鋼板使用指南
1.選材 Selection
優異的彩涂板產品品質是確保良好使用效果的前提,合理的選材不僅可以大限度降低成本,還是實現您期望的使用效果的重要保證。
2.選材應考慮的因素 Factors considered
力學性能要求:力學性能主要依據用途、加工方式和變形程度等因素進行選擇。例如,對于不需要承重,且加工時變形不復雜的應用領域,通常選SGCC、DX51D基板彩涂板;對于有承重要求的構件,就應根據設計要求選用合適的結構彩涂板,如S280基板彩涂板等。
3.選用基材
基板類型和鍍層重量:基板類型和鍍層重量是影響彩涂板耐腐蝕性的重要因素,應根據用途、環境腐蝕性使用壽命和耐久性等因素進行選擇。室外用彩涂板通常選用熱鍍鋁鋅鋅基板和熱鍍鋅基板,且鍍層重量的增加耐腐蝕性提高。例如,在工業污染嚴重或沿海潮濕地區,建議使用鍍鋅層重量為180gm2以上鍍鋅板或鋁鋅鍍層重量為150g/m2以上鍍鋁鋅板。室內裝飾或家電用彩涂板可以選用冷軋板作為基板。
4.涂層種類選擇
Factors be considered
彩涂板涂層是影響其使用效果的關鍵因素,選材時應根據不同的用途、不同環境因素、不同壽命要求等確定合適種類的涂層。例如,在沿海潮濕地區,建議使用涂層耐久性高的彩涂板(如PVDF、HDP等);在工業污染嚴重區域,不僅要考慮彩涂板較好的耐腐蝕性要求,還應考慮涂層耐污染性能,如選擇PDF彩涂板、耐候王彩涂板、易清潔涂層彩涂板等。
5.儲存、運輸和裝卸
Storage, transportation and loading/unloading
儲存
產品應存放在干凈整潔、干燥通風的環境中,避免露天存放,避免各種腐蝕性介質的侵蝕避免存放在易發生結露和溫差大的地方,若受潮,必須作重卷處理,并立即干燥以防材料變質注意不要將兩個以上鋼卷重疊堆放,以免損壞涂層。避免堆放時間過長,先進、先出的倉儲原則能避免彩涂板因堆放時間過長而損壞;
運輸裝卸:
ransportation and loading/unloading
·產品應按出廠時的狀態進行運輸,不能隨意拆卸原有包裝;吊裝時應該使用吊具或使用保護墊等防護裝置,以免損壞產品;運輸裝卸時,鋼卷應固定牢固,避免在運輸過程中產生相對移動或滾動而造成涂層表面損傷或發生意外事故。
產品應存放在干凈整潔、干燥通風的環境中避免露天存放避免各種腐蝕性介質的侵蝕
五、加工
Machining
加工彩涂板時,應注意以下事項 Follow matters should be noticed when machining
注意不要刮傷涂層表面盡管涂層有很好的耐刮擦能力,但仍需要注意既不要使板面受到其它板的剪切邊緣或鋒利的角的撞擊,也不要使板面受到金屬工具或其他利器的接觸;開卷時避免磨損,在加工時鋼卷
的張力必須注意維持一致。·成型處理時,若零件的形狀復雜、變形程度較大,應采用多道次成型;加工時應根據模具形狀、變形特點、工藝條件、涂層厚度等因素設定合適的間隙及變形速度,一些劇烈的成型工序如沖壓較深,則可以通過涂油、涂蠟等方法提高涂層的潤滑性。加工時產生的剪切邊緣容易腐蝕,因此,應采取必要的保護,可選擇下列方法:
1)涂料保護 paint protection
使用空氣干燥型涂料進行保護
2)機械覆蓋 Covered
使用金屬材料或塑料覆蓋
3)涂層清潔
Coating cleaning
使用中性洗滌劑如肥皂、酒精或苯清除各種污垢。避免使用酮、酯類溶劑、三氧乙烯等易損害涂層的物質。
http://www.ahzhongshi.com