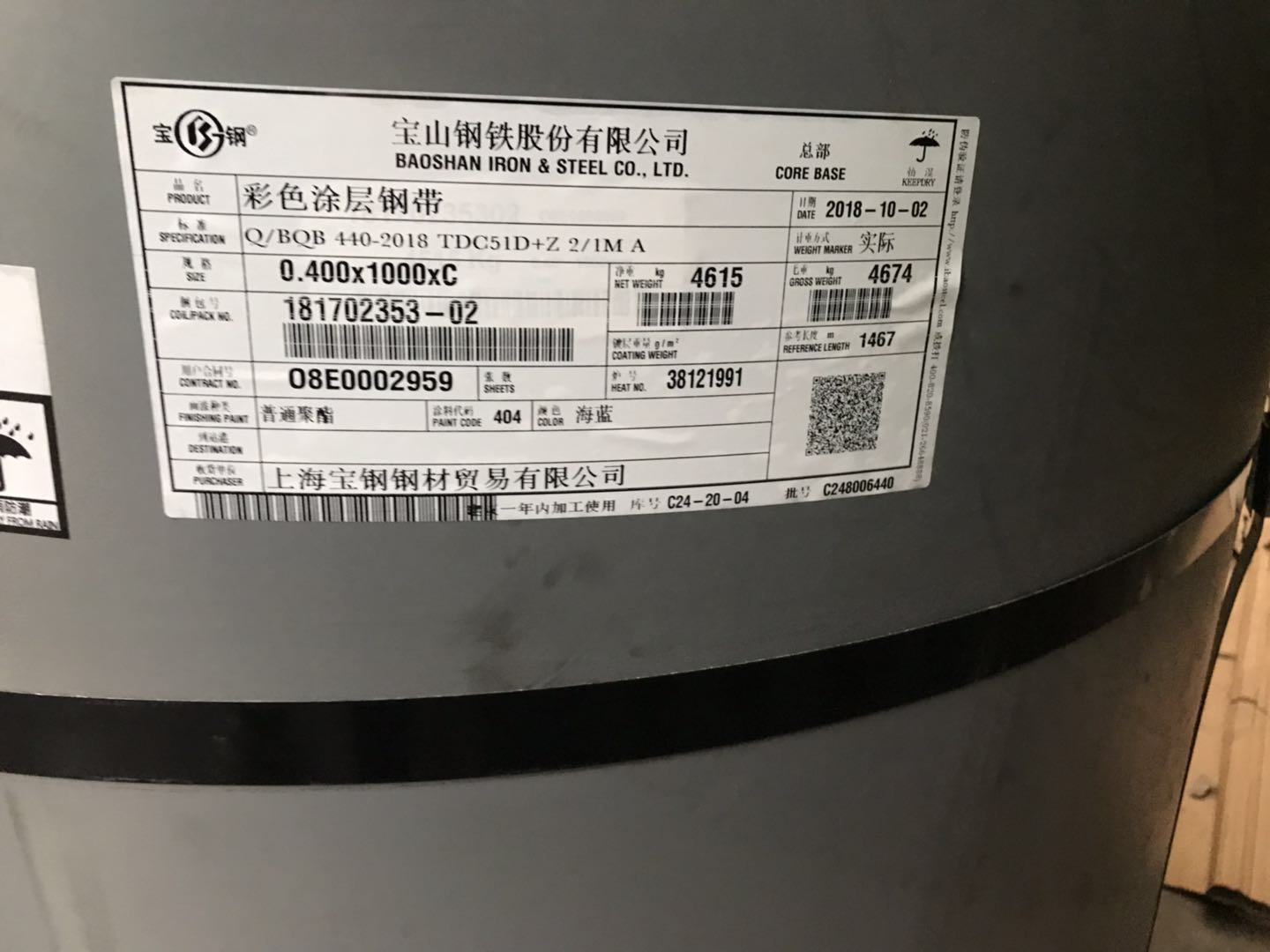
材質TDC51D+Z
牌號TDC51D+AZ
包裝鐵皮精包裝
涂層結構兩涂兩烘
鍍鋁鋅含量150克每平方
鍍鋅含量280克
以來,中國經濟飛猛進。進入90年代,中國已經成為世界制造中心,很多原材料及工業產品的產量占據世界首位。彩涂鋼板作為新型建筑材料,與傳統磚瓦、鋼混結構相比具有壽命長、節約土地、可回收等特點,廣泛應用于公共建筑和工業廠房圍護等領域,需求得到了快速發展。但由于行業規范不健全,彩涂鋼板質量參差不齊,影響了行業健康穩定的發展。寶鋼作為國內早引進彩涂鋼板生產線的大型鋼鐵企業,自1989年生產出卷彩涂鋼板以來,一直秉承質量、用戶至上的原則,至今已累計生產出600多萬噸彩涂鋼板滿足國內外建筑、家電企業的需求。寶鋼彩涂板已經成功應用于南極科考站、、上海世博會、上海消東國際機場等標志性建筑,以及冶煉、電力、**、汽車、造船、電子、化工、倉儲等多個工業領域。寶鋼彩涂板已經成為國內外用戶所信賴的產品,并成為建筑工程的選材為了更好地為用戶服務,用戶合理選材,寶鋼在2011年了部分用戶,對寶鋼彩涂板二十年來在建筑工程中的使用情況進行了檢測和跟蹤,同時結合寶鋼多年來研發、生產以及使用彩涂鋼板的經驗,編寫了這本《倌賴——寶鋼彩涂板20年回顧與展望》,讓用戶更多地了解彩涂鋼板、更多地了解寶鋼彩涂板、更好地選擇彩涂鋼板,使彩涂鋼板這個綠色環保建材能選對、用好。讓我們大家一起為資源節約、環境友好做點事情吧!
寶鋼彩鋼卷歷史
彩色涂層鋼板于1936年在美國問世以后,首先應用于建筑方面的是活動百葉窗片,擋雨板之類的零件產品。原材料也是單張的,或者是2英寸寬的連續涂層鋼轡,由美國阿姆柯鋼鐵公司和赫恩特工程公司生產。
第二次世界大戰后,經濟復興,工業與民用建筑日益需要寬的彩色涂層鋼板,1949年美國形成了比較完整的彩涂鋼板生產、加工產業,生產穩定增長,生產工藝也從初的1涂1烘改進為2涂2烘。彩涂鋼板在建筑、汽車、集裝箱、儀器外殼等方面得到廣泛的運用。但用量大的還是工業與民用建筑,美國用于建筑的彩板比例大約為75%左右(NCCA歷年資料)。日本于50年代引進美國彩涂鋼板生產技術,1954年生產出單張彩涂鋼板。1964年開始有連續彩色涂層鋼板生產線,1969年后,產量穩定增長。日本由于地處地震帶,輕質耐震的彩色涂層鋼板建筑物更受歡迎,其用于建筑物的比例約占國內用量的76%(80年代日本鍍鏟板協會、氯乙烯協會的統計數據)。英國也于1961年開始生產彩色涂層鋼板。隨后,世界發達國家如德國、瑞典等也開始大量生產彩色涂層鋼板,也主要用于建筑用途。70年代,部分國家或地區(、菲律賓、閩臺)開始擁有連續彩色涂層鋼板生產線。80年始以中國為代表的新興經濟體開始研究開發或引進彩色涂層鋼板生產裝備。“六五”期間,國家計委和科委組織冶金、化工、輕工三個部將彩涂鋼板的開發列入了國家開發計劃。隨后,寶鋼、武鋼等又引進了國外的彩涂鋼板生產線,80年代末寶鋼和武鋼生產出中國大陸首批彩涂鋼板。在1995年后,中國國內彩色涂層鋼板的需求俠速上升,帶動了國內民企大量投資彩涂生產線以及韓國和閩臺彩涂鋼板的大量,使得中國國內彩涂鋼板的生產能力大量提升,這投資熱情持續了整整10年,目前中國大陸的彩涂鋼板產能超過2000萬噸/年。90年代末,印度、西亞國家也開始生產彩涂鋼板。目前全球產量大約在2000萬噸/年。

彩涂工藝流程
常見生產工藝流程如下圖:
核心涂裝工藝
涂裝: 涂層厚度控制是彩涂板生產過程中關鍵參數。涂層厚度控制有兩種控制方法一:一種是采用壓力傳感器,一種采用磁尺控制。
我們采用的是磁尺+壓力傳感器技術,在提料輥、計量輥和涂覆輥之間采用磁尺控制,在涂覆輥和帶鋼之間采用壓力傳感器控制。各輥之間的位置值和涂覆輥與帶鋼之間的壓力值顯示在操作屏上,厚度控制在±1μ以內。
輥涂是在輥(輥筒)上形成一定厚度的濕涂層,隨后將這濕涂層的部分或全部轉移到被涂物上的涂裝方法。它適用于平板或帶材涂層的生產,其特點是:速度快、生產效率高。
鍍鋁鋅,彩涂卷,寶鋼彩鋼板,寶鋼總廠彩涂卷,寶鋼黃石彩鋼板,閩臺燁輝彩鋼卷,澳洲博思格彩涂板,馬鋼彩鋼卷,氟碳彩涂板,高耐候彩鋼板,硅改性彩鋼卷,自清潔彩鋼板,鍍鋁鋅彩涂板,PVDF彩涂板,HDP彩鋼板,SMP彩涂卷,HPC彩鋼板,高耐久性彩鋼板
代理商上海志辰實業有限公司
涂層鋼板的定義及涂層目
在寶鋼企業標準 BQB440—99 中對涂層鋼板(帶)給出了明確的定義:
彩色涂層鋼板、鋼帶是指金屬基材經過彩色輥涂機組后,在表面涂敷上一層或多層有機涂料而成的復合材料。
涂層的目的就是以各種方法在物體表面上涂上涂料,形成干燥保護膜,使其具有耐大氣等腐蝕、耐污染等性能以保護基體,同時賦予色彩、光澤、花紋、平滑、立體感、接觸感好等優點,使物體美觀。
另外,在情況下,還有以電器絕緣、防火、、防蟲、粘合、標識、色彩調節、溫度指示等為目的而生產的。
彩涂工藝流程
常見生產工藝流程如下圖:
核心涂裝工藝
涂裝: 涂層厚度控制是彩涂板生產過程中關鍵參數。涂層厚度控制有兩種控制方法一:一種是采用壓力傳感器,一種采用磁尺控制。
我們采用的是磁尺+壓力傳感器技術,在提料輥、計量輥和涂覆輥之間采用磁尺控制,在涂覆輥和帶鋼之間采用壓力傳感器控制。各輥之間的位置值和涂覆輥與帶鋼之間的壓力值顯示在操作屏上,厚度控制在±1μ以內。
輥涂是在輥(輥筒)上形成一定厚度的濕涂層,隨后將這濕涂層的部分或全部轉移到被涂物上的涂裝方法。它適用于平板或帶材涂層的生產,其特點是:速度快、生產效率高。
兩 輥 逆 向 涂 裝
在二輥涂敷過程中,帶料輥入漆盤中吸附著涂料,直接轉移到涂敷輥上(通過帶料輥與涂敷輥的擠壓,使涂料變平,然后出涂敷輥將涂料涂到帶鋼上。
三 輥 逆 向 涂 裝
在三輥涂敷時,帶料輥從漆盤吸附上涂料后,通過逆向慢速轉動的計量輥的作用、使帶料輥上的涂料整平后,再轉移到涂敷輥上,后涂到逆向轉動的帶鋼上。
這種輥涂方式特別適于涂粘度大涂膜厚的涂料,因為這時可通過計量輥的作用使涂料整平并控制厚度。在涂敷粘度大流平性不好的涂料(如塑料溶膠)時。采用逆涂三輥方式可得到平整的涂層面。
涂層結構
產品質量檢驗設備及質量檢驗內容
鹽霧試驗:彩涂鋼板的鹽霧試驗是通過的鹽霧試驗箱進行,鹽霧試驗箱模擬大氣自然環境,為試件提供鹽霧腐蝕所規定溫度范圍、鹽霧沉降量和試驗周期的加速腐蝕環境,檢查試樣的破壞現象,包括起泡、生銹、附著力下降和由劃痕處腐蝕的蔓延等,并按GB/T 1766-1995標準規定,以0、1、2、3、4、5六個等級評定其破壞程度。
鹽霧箱
涂層厚度檢測:彩涂板涂層厚度是彩涂板成品檢測中的重要指標,它直接影響彩涂板其它各項性能,其準確與否不僅影響彩涂板的質量,而且也影響生產成本。
實驗方法執行標準為GB/T12754-2006彩色涂層鋼板及鋼帶和GB/T13448-2006彩色涂層鋼板及鋼帶的試驗方法。GB/T13448-2006中規定的4種彩涂板涂層厚度的檢測方法為磁性測厚儀法、千分尺法、鉆孔破壞式顯微鏡法和金相顯微鏡法。
DJH涂層厚度檢測儀
人工加速老化儀:是涂膜耐候性能檢測的常用設備,它是通過在實驗室內模擬自然環境進行各種類型氣候的涂膜老化試驗,并給予一定的催化因素,從而克服天然暴曬試驗所需時間長的不足
紫外線是涂膜老化中的一個很重要的因素,大氣中的溫度、濕度和氧氣的含量也對涂膜的老化起著重要的影響。人工加速老化試驗就是利用一定的設備人工老化儀,通過改變光源的種類、強弱,以及各種類型氣候的溫度、濕度、含氧量的變化等因素的控制,測試在人造氣候的環境下,各種涂膜的老化程度及變化狀況,從而判斷相應漆膜的耐老化能力。
QUV老化儀
色差檢測:彩涂板的色差測定原理是通過測定參照樣和試樣的光譜三值,即可定量測定出試樣與參照樣的顏色差異。色差儀通常采用的幾何結構分為定向型和積分球型兩種。
Hunter lab色差儀
物性試驗檢測項目:MEK耐溶劑擦拭試驗、T彎、鉛筆硬度、刮擦、沖擊試
產品外觀檢查內容:形象缺陷、表面缺陷、痕跡缺陷、邊部缺陷、鍍金缺陷、尺寸缺陷、涂裝缺陷、不均勻缺陷、污染性缺陷、涂膜凹凸缺陷、過程缺陷、涂膜表面缺陷、物性缺陷
彩圖板常見缺陷

寶鋼彩涂鋼板抗腐蝕影響的要素
它們分別為涂料種類、涂料厚度、涂料供應商、鍍層種類、鍍層厚度、預處理種類、鋼板厚度,這些對抗腐蝕影響的要素在后面中描述。
施工設計對腐蝕的影響
安裝或加工質量:它主要體現在加工時涂層是否損壞,是否在低溫下涂層脆性時加工,安裝時拖動鋼板導致損傷,安裝時結構焊接鐵屑掉落在涂層上,施工完畢不對屋面板進行清掃等,這樣都會引起材料的腐蝕
連接方式:連接方式一般有搭接、咬邊和扣壓等種類。緊固件材料選擇要求其耐蝕性優于彩涂鋼板,否則根據大陰小陽原理,接口處很快腐蝕并爛穿。其次,密封膠的質量也要保證,因為密封膠也是有機高分子材料,長期使用也會老化,影響密封性能,導致緊固件和鋼板構成腐蝕回路。另外,接縫也不是越緊越好(當然做到密封是好的},實際上做不到,留下縫隙寬度大于0.5mm好,這樣可以防止毛細現象,當然,如果有風作用的情況,毛細現象就更嚴重。建筑物的朝向和坡度:朝向和坡度影響日照時間,從而影響涂層的耐久性。而坡度還影響到腐蝕介質或灰塵在鋼板上的沉結時間。
國外發達國家(如美國和瑞典)都將國內腐蝕環境進行大致的分類,并作為建筑設計、汽車使用、涂料使用的依據或規范。這里指的主要是金屬的腐蝕,對涂層的腐蝕(粉化和褪色}主要由光照起作用,輔之以溫度、濕度和腐蝕介質的作用。因此,評價彩涂鋼板還需要考慮日照時間及日照強度等因素。所以,專為寶鋼彩涂鋼板所劃分的腐蝕環境就相當復雜,目前國外也沒有相應的劃分方法,只是將彩涂板在幾種典型的氣候條件下進行暴曬試驗,并用相關結果引導用戶,如歐洲卷鋼涂層協會(ECCA)就選擇了高紫外線的 Lisboa(菊萄牙)、工業海洋氣候的 Hoek (荷蘭)、海洋氣候的 Hendaye(法國)和工業氣候的 Geleen德國〕作為暴曬試驗場。美國則一如往地在高溫、高濕、陽光之都兩面環海的佛羅里達州南部進行暴曬試驗這也是目前彩涂行業認可的苛刻的暴曬試驗場。為了試驗寶鋼彩涂在國內不同場所的使用情況,寶鋼自90年就開始進行彩涂產品的暴曬試驗,分別在海南(中國的佛羅里達)、廣州、膏島、上海、重慶、哈爾濱、、成都、舟山等進行過掛片暴曬。目前寶鋼仍在進行這項工作從上面這么多對彩涂鋼板腐蝕因素的分析,以及我們用戶使用情況反饋和暴曬試驗結果分析,我們對不同地區的使用建議如下在紫外線強烈的高原(西南和西北)和低緯度地區(廣東及以南地區)考慮彩涂鋼板應該選擇耐久性優越的涂層(PVDF涂層、HDP涂層、SMP涂層等),在高溫高濕地區(南方沿海大部分地方}涂層及鍍層都要選擇耐腐蝕優越的材料,鍍層厚度和涂層厚度至少要達到國家標準要求。在海邊使用彩涂鋼板,需要厚涂層的彩涂鋼板或者涂層相對致密的涂料品種,因為海水中的氯高子滲透能力很強,它能透過薄涂層或者不致密的涂層直接腐蝕基體鍍層,當然,基板必須是鍍鏟或鍍鋁鋅材料。在海水能濺到的地方,不建議采用彩涂鋼板在工業性環境中,對彩涂的影響主要是酸雨,這區域集中在湖南、重慶、江西等一帶,建議采用鍍鋁鋅基板的彩涂,彩涂層還是要求厚而致密。在其他不屬于上述地區,用彩涂鋼板的選擇余地就比較大,只要符合彩涂國家標準就可以了。
使用環境的影響(不同行業)
http://www.ahzhongshi.com